Layered Number Plates: The Complete Guide to Dual-Layer Construction
Summary
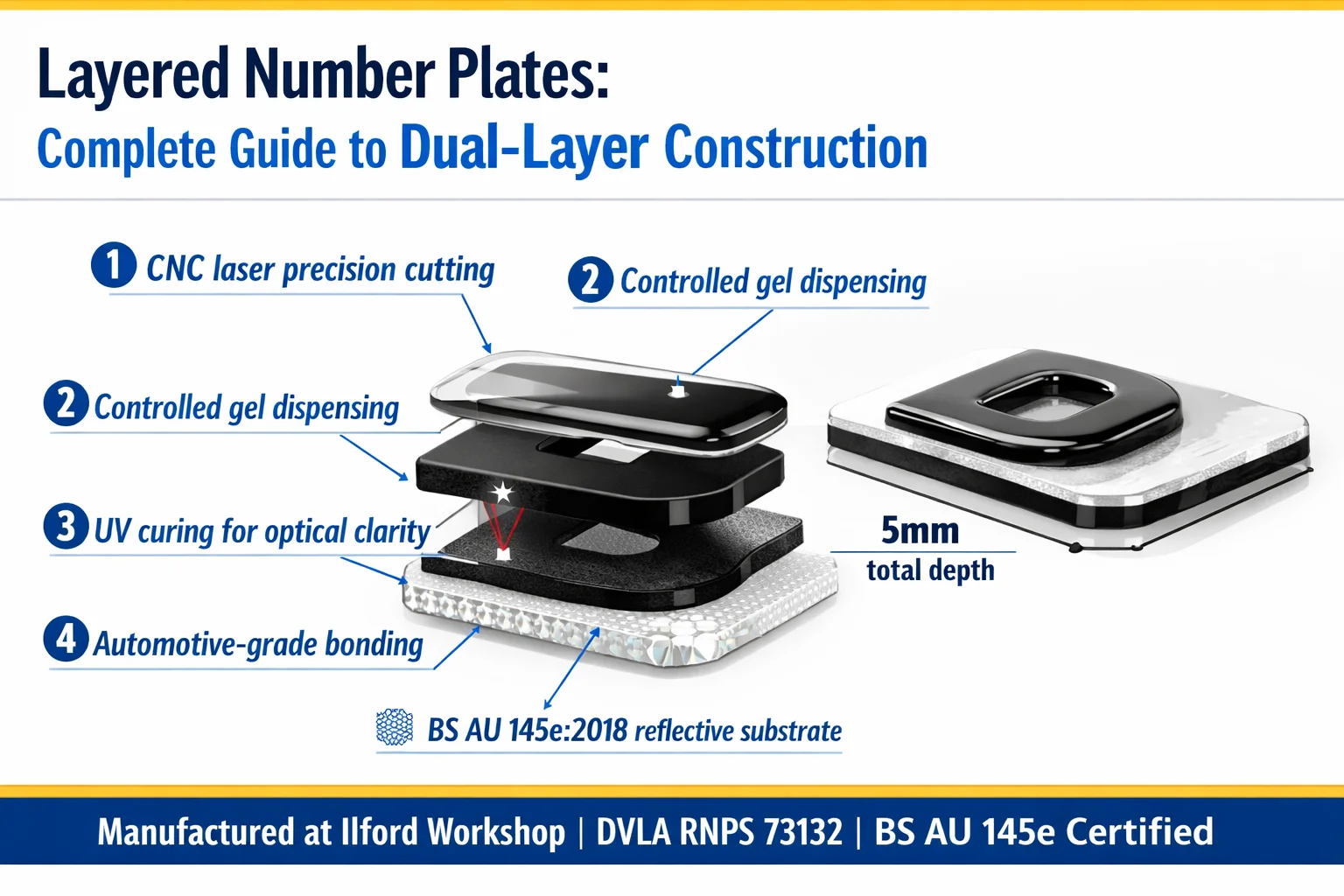
Layered or dual-layer number plates feature characters constructed from two distinct materials: a 3mm laser-cut acrylic base bonded to a BS AU 145e:2018 certified reflective substrate, topped with a 2mm UV-cured gel overlay. This dual-layer construction creates 5mm of total character depth, merging the sharp geometric edges of acrylic with the glossy, light-refracting properties of cured gel. The result is a premium aesthetic with enhanced visual impact while maintaining full compliance with UK number plate regulations when manufactured correctly.
The manufacturing process involves precision CNC laser cutting for the acrylic base, controlled gel dispensing for consistent overlay thickness, UV curing to achieve optical clarity and durability, and rigorous quality control at every stage. At our Ilford workshop, we manufacture dual-layer plates on-site using certified materials and documented processes, ensuring every plate meets BS AU 145e:2018 requirements for reflectivity, impact resistance, weathering, and NIR compatibility.
What Are Layered Number Plates?
Layered number plates - also termed dual-layer plates - refer to premium number plates where characters are constructed from two distinct material layers rather than a single component. This construction method is most commonly associated with what the market designates as "5D" plates.
The Dual-Layer Specification
Base Layer: 3mm Laser-Cut Acrylic
- Material: Polymethyl methacrylate (PMMA), a high-clarity thermoplastic
- Formation: Precision CNC laser cutting following digital Charles Wright font templates
- Function: Provides structural foundation, sharp edge definition, and dimensional accuracy
- Properties: Impact resistance, UV stability, precision machinability
Overlay Layer: 2mm UV-Cured Gel
- Material: Polyurethane-based UV-curable resin formulated for optical clarity
- Application: Controlled dispensing onto acrylic characters followed by UV light curing
- Function: Creates glossy dome finish, enhances light refraction, adds protective coating
- Properties: Flexibility to absorb minor impacts, resistance to environmental degradation
Combined Result: 5mm Total Character Depth
- Characters stand 5mm proud of the reflective substrate
- Merges 4D-style sharp edges with 3D-style glossy finish
- Delivers maximum visual prominence while maintaining regulatory compliance
Market Terminology Note
The same dual-layer specification may be marketed under various terms:
- "5D number plates"
- "4D 5mm plates"
- "Dual-layer 4D plates"
- "Acrylic gel plates"
These terms generally describe identical construction. Focus on confirmed specifications (3mm acrylic + 2mm gel) rather than marketing nomenclature when evaluating products.
The Science Behind Dual-Layer Construction
Understanding why acrylic and gel work together requires examining the material properties and optical principles involved.
Optical Properties: Light Interaction
Acrylic Base: Light Transmission and Edge Definition
PMMA acrylic exhibits:
- High optical clarity (92% light transmission) allowing underlying reflectivity to function
- Refractive index (~1.49) that bends light at character edges, enhancing definition
- Surface hardness that maintains sharp geometric profiles over time
Gel Overlay: Refraction and Gloss Enhancement
UV-cured polyurethane resin provides:
- Curved surface geometry that refracts ambient light, creating highlights and subtle colour shifts
- High-gloss finish that increases perceived depth through light interaction
- Optical transparency that allows NIR wavelengths to reach the reflective substrate
Combined Effect: Multi-Angle Visual Impact
When layered, these materials create:
- Edge definition from acrylic that catches light from side angles
- Surface refraction from gel that responds to overhead and frontal lighting
- Dynamic appearance that changes with viewing angle and ambient conditions
- Enhanced shadow definition that increases perceived depth beyond physical 5mm measurement
Mechanical Properties: Durability Synergy
Impact Resistance
- Acrylic provides rigidity to resist deformation from minor impacts
- Gel adds flexibility to absorb energy without cracking
- Layered construction distributes stress across two material interfaces
Environmental Resistance
- Acrylic offers UV stability reducing yellowing over years of exposure
- Gel formulation includes UV inhibitors and weathering additives
- Combined layers provide redundant protection against moisture, temperature fluctuations, and road debris
Adhesion Compatibility
- Surface treatments on acrylic ensure strong chemical bonding with gel resin
- UV curing creates cross-linked polymer network that locks layers together
- Automotive-grade adhesives bond the acrylic base to the reflective substrate without compromising reflectivity
Step-by-Step Manufacturing Process
At our Ilford workshop, dual-layer plates undergo a controlled, documented manufacturing sequence. Each step is designed to ensure precision, compliance, and consistency.
Step 1: Substrate Preparation and Verification
Material Sourcing
- BS AU 145e:2018 certified reflective substrates sourced exclusively from approved suppliers
- Each batch accompanied by certification documentation confirming compliance with all four standard requirements: retroreflectivity, impact resistance, weathering, NIR compatibility
- Certificates retained for audit purposes and traceability
Substrate Cutting and Preparation
- Sheets cut to standard number plate dimensions using precision guillotine equipment
- Edges deburred and cleaned to ensure optimal adhesion surface
- Surface inspected for defects, contamination, or inconsistencies before proceeding
Quality Checkpoint
- Random samples from each batch tested for reflectivity using calibrated meters
- Substrates failing to meet BS AU 145e:2018 thresholds rejected and returned to supplier
- Documentation logged linking substrate batch to production records
Step 2: Laser-Cutting the Acrylic Base
Digital Template Preparation
- Registration characters formatted using approved software that enforces Charles Wright font specifications
- Digital templates include exact dimensions: 79mm height (cars), 50mm width, 14mm stroke, 11mm spacing
- Templates verified against regulatory requirements before cutting begins
CNC Laser Cutting Process
- 3mm PMMA acrylic sheet loaded into computer-controlled laser cutting system
- Laser beam (typically CO2 wavelength) follows digital template path with micron-level precision
- Cutting parameters (power, speed, focus) calibrated for clean edges without melting or burring
- Characters cut individually with waste material removed via automated extraction system
Post-Cutting Processing
- Cut acrylic characters inspected under magnification for edge quality
- Any characters with rough edges, incomplete cuts, or surface defects rejected
- Accepted characters cleaned to remove cutting residue before gel application
Quality Checkpoint
- Dimensional verification using calibrated calipers or optical measurement systems
- Font accuracy confirmed by overlay comparison with Charles Wright reference templates
- Batch records updated with cutting parameters and inspection results
Step 3: Precision Gel Application
Gel Material Preparation
- UV-curable polyurethane resin prepared in controlled environment to prevent contamination
- Viscosity adjusted to ensure consistent flow characteristics during dispensing
- Material tested for optical clarity and curing response before production use
Controlled Dispensing System
- Computer-controlled dispensing equipment deposits precise volumes of gel onto each acrylic character
- Dispensing nozzles calibrated to achieve consistent 2mm overlay thickness across all characters
- Application boundaries programmed to prevent gel overflow into character spacing areas
- Real-time monitoring ensures dispensing accuracy throughout production run
Application Technique
- Gel applied in single continuous pass to avoid seam lines or thickness variations
- Surface tension and viscosity controlled to promote even spreading across acrylic surface
- Application performed in dust-controlled environment to prevent particulate inclusion
Quality Checkpoint
- Sample characters measured for gel thickness using non-contact profilometry
- Visual inspection for bubbles, uneven coverage, or edge overflow
- Rejects reworked or discarded based on predefined quality thresholds
Step 4: UV Curing Process
Curing Chamber Setup
- UV curing system equipped with lamps emitting specific wavelengths (typically 365-405nm) optimal for resin polymerisation
- Intensity and exposure time calibrated to achieve complete cure without overheating materials
- Chamber environment controlled for temperature and humidity to ensure consistent curing results
Curing Cycle
- Gel-applied characters conveyed through UV chamber at controlled speed
- Multiple lamp arrays ensure uniform exposure from all angles
- Real-time sensors monitor UV intensity and adjust power to maintain target dose
Polymerisation Chemistry
- UV exposure initiates photoinitiators in resin, triggering cross-linking reaction
- Liquid resin transforms into solid, optically clear polymer network
- Cross-linking density controlled to balance hardness, flexibility, and optical properties
Post-Cure Inspection
- Cured gel inspected for optical clarity, surface finish, and adhesion to acrylic base
- Hardness testing confirms cure completeness using Shore D durometer
- Samples subjected to accelerated weathering tests to validate long-term performance
Step 5: Assembly and Bonding to Substrate
Adhesive Selection and Application
- Automotive-grade pressure-sensitive or structural adhesive selected for compatibility with both acrylic and reflective substrate
- Adhesive applied in precise pattern to acrylic character backs, avoiding edge overflow
- Bond line thickness controlled to ensure consistent character height and secure attachment
Precision Positioning
- Acrylic characters positioned on substrate using jigs or vision systems to ensure exact spacing and alignment
- Charles Wright font orientation verified against regulatory requirements
- Character spacing (11mm) and margins (11mm minimum) confirmed before bonding
Bonding Process
- Controlled pressure applied to ensure full adhesive contact without air pockets
- Curing time allowed for adhesive to achieve full bond strength before handling
- Bond integrity verified through pull-testing samples from each production batch
Quality Checkpoint
- Final assembly inspected for character alignment, spacing accuracy, and bond quality
- Reflective substrate between characters confirmed unobstructed and functional
- Required markings (BS AU 145e:2018, supplier details, RNPS ID) verified present and legible
Step 6: Final Quality Control and Compliance Verification
Comprehensive Inspection Protocol
Every completed dual-layer plate undergoes:
Dimensional Verification
- Character height, width, stroke thickness measured against regulatory specifications
- Spacing between characters and margins confirmed within tolerances
- Total character depth verified at 5mm (3mm acrylic + 2mm gel)
Reflectivity Testing
- Plates tested under controlled lighting to confirm retroreflective performance
- NIR compatibility verified using specialised equipment where available
- Gel transparency confirmed to allow substrate reflectivity to function
Visual and Finish Assessment
- Gel clarity inspected for bubbles, inclusions, or cloudiness
- Surface finish evaluated for consistency and gloss level
- Edge quality of acrylic characters confirmed sharp and undamaged
Marking and Documentation Check
- BS AU 145e:2018 marking present, permanent, and legible
- Supplier name, postcode, and RNPS ID (73132) correctly displayed
- Production records linked to plate for full traceability
ANPR Readability Validation
- Sample plates from each batch tested against ANPR simulation equipment
- Character recognition success rate confirmed at acceptable thresholds
- Plates failing readability tests investigated and corrected before dispatch
Final Approval and Dispatch Preparation
- Approved plates packaged in protective materials designed to prevent damage to raised elements
- Documentation including compliance certificates and care instructions included
- Plates dispatched via tracked delivery or prepared for same-day collection
Material Properties: Why Acrylic and Gel Work Together
The dual-layer construction leverages complementary material properties to achieve performance neither material could deliver alone.
Acrylic (PMMA) Characteristics
Optical Properties
- Light transmission: ~92% (comparable to glass)
- Refractive index: ~1.49, enhancing edge definition through light bending
- Surface hardness: Rockwell M80-100, maintaining sharp profiles
Mechanical Properties
- Impact strength: 15-20 kJ/m2, resisting deformation from road debris
- Flexural modulus: ~3 GPa, providing structural rigidity
- Thermal expansion coefficient: ~70 x 10^-6/K, stable across UK temperature ranges
Environmental Resistance
- UV stability: Formulations include stabilisers reducing yellowing over years of exposure
- Moisture absorption: <0.3%, minimising dimensional changes in humid conditions
- Chemical resistance: Good resistance to road salts, fuels, and common automotive chemicals
UV-Cured Gel Characteristics
Optical Properties
- Transparency: >95% visible light transmission when properly cured
- Refractive index: ~1.50-1.55, creating subtle light refraction at curved surface
- Gloss level: 85-95 GU (gloss units) for high-visibility finish
Mechanical Properties
- Hardness: Shore D 60-80 after cure, balancing durability with flexibility
- Elongation at break: 50-150%, allowing energy absorption without cracking
- Adhesion strength: >2 MPa to acrylic substrate when properly prepared
Environmental Resistance
- UV resistance: Formulated with hindered amine light stabilisers (HALS) and UV absorbers
- Weathering performance: Accelerated testing shows minimal gloss loss after 1000+ hours QUV exposure
- Temperature tolerance: Performance maintained from -40?C to +80?C
Synergistic Performance
Enhanced Durability
- Acrylic provides structural foundation; gel adds surface protection
- Layered construction distributes impact energy across two material interfaces
- Redundant protection against environmental degradation extends service life
Optical Enhancement
- Acrylic edges define character shape; gel surface refracts ambient light
- Combined effect creates dynamic appearance that responds to multiple lighting conditions
- NIR transparency of both materials preserves ANPR compatibility
Compliance Preservation
- Materials applied only to character areas, preserving reflective substrate between characters
- Clear formulations allow underlying BS AU 145e:2018 performance to function unimpeded
- Manufacturing controls ensure regulatory dimensions and spacing remain unaltered
How Dual-Layer Construction Maintains Legal Compliance
Premium aesthetics must never compromise regulatory compliance. Understanding how dual-layer construction satisfies UK requirements is essential for informed purchasing decisions.
Road Vehicles (Display of Registration Marks) Regulations 2001
Regulation 13: Character Requirements
Dual-layer plates comply through:
- Acrylic base cut to exact Charles Wright font specifications using calibrated CNC equipment
- Character dimensions (79mm height, 50mm width, 14mm stroke) maintained in planar measurements
- Spacing (11mm between characters, 33mm age identifier gap) preserved by controlled gel application boundaries
- Gel overlay does not alter fundamental character shape or spacing requirements
Regulation 16: Material Requirements
Compliance achieved by:
- Using BS AU 145e:2018 certified reflective substrate as the foundational material
- Ensuring gel overlay is clear and transparent, not reducing substrate reflectivity
- Avoiding any coatings or treatments designed to diminish retroreflective performance
- Maintaining full NIR compatibility for ANPR detection through material selection
BS AU 145e:2018 British Standard
The dual-layer approach preserves all four mandated requirements:
Retroreflectivity
- Certified substrate provides required light reflection performance
- Clear gel overlay allows light to reach and reflect from substrate unimpeded
- Testing confirms overall plate reflectivity meets or exceeds standard thresholds
Impact Resistance
- Layered construction may enhance impact performance through energy distribution
- Acrylic rigidity and gel flexibility combine to resist deformation from road debris
- Accelerated impact testing validates performance against standard requirements
Weathering
- Both acrylic and gel formulations include UV stabilisers and weathering additives
- Accelerated weathering testing (QUV, xenon arc) demonstrates long-term durability
- Field performance data from similar applications supports longevity expectations
NIR Compatibility
- Material selection ensures both acrylic and gel transmit near-infrared wavelengths
- Testing with ANPR simulation equipment confirms reliable camera detection
- Reflective substrate between characters remains fully functional for NIR reflection
Required Markings and Traceability
Dual-layer plates display all mandated markings:
- BS AU 145e:2018 standard marking permanently embedded in substrate
- Supplier name, postcode, and RNPS ID (73132 for our plates) clearly legible
- Markings positioned to avoid obstruction by raised character elements
- Production records link each plate to verification documentation for full accountability
Quality Control Measures at Our Ilford Workshop
Manufacturing consistency requires rigorous quality control at every production stage. Our Ilford workshop implements documented procedures to ensure every dual-layer plate meets our standards and regulatory requirements.
Incoming Material Verification
Substrate Certification
- Every BS AU 145e:2018 substrate batch accompanied by supplier certification
- Random samples tested for reflectivity using calibrated meters before production use
- Certificates retained for audit purposes and traceability to finished plates
Acrylic and Gel Material Validation
- Acrylic sheets verified for optical clarity, thickness tolerance, and surface quality
- Gel resin tested for viscosity, curing response, and optical properties before use
- Material safety data sheets and technical specifications maintained on file
In-Process Quality Checks
Laser Cutting Verification
- First-article inspection confirms cutting parameters produce compliant character dimensions
- Periodic sampling during production runs validates ongoing dimensional accuracy
- Cutting equipment calibrated regularly against traceable standards
Gel Application Monitoring
- Dispensing equipment calibrated daily for volume accuracy
- In-line vision systems monitor application boundaries to prevent spacing encroachment
- Sample thickness measurements validate consistent 2mm overlay throughout production
UV Curing Validation
- UV intensity meters verify lamp output meets curing specifications
- Cure completeness confirmed through hardness testing and solvent resistance checks
- Environmental controls maintain optimal temperature and humidity for consistent results
Final Inspection Protocol
Comprehensive Plate Assessment
Every completed dual-layer plate undergoes:
- Dimensional verification using calibrated measurement tools
- Reflectivity testing under controlled lighting conditions
- Visual inspection for finish quality, gel clarity, and edge integrity
- Marking verification to confirm required information is present and legible
ANPR Readability Testing
- Sample plates from each batch tested against ANPR simulation equipment
- Character recognition success rate documented and maintained above acceptable thresholds
- Plates failing readability tests investigated and corrected before dispatch
Documentation and Traceability
- Production records link each plate to substrate batch, cutting parameters, and inspection results
- RNPS ID 73132 displayed on every plate for supplier identification
- Customer verification records retained as required by DVLA regulations
Continuous Improvement
Feedback Integration
- Customer feedback and field performance data reviewed regularly
- Manufacturing parameters adjusted based on performance trends and quality metrics
- Staff training updated to incorporate lessons learned and best practices
Equipment Maintenance
- Laser cutting, gel dispensing, and UV curing equipment maintained on preventive schedules
- Calibration records maintained for all measurement and testing equipment
- Spare parts inventory managed to minimise production downtime
Benefits of Dual-Layer Construction
Understanding the advantages of layered plates helps inform purchasing decisions beyond aesthetic preference.
Visual and Aesthetic Benefits
Enhanced Visual Impact
- 5mm character depth creates maximum prominence without exceeding practical limits
- Combined acrylic edges and gel refraction produce dynamic appearance that changes with viewing angle
- Glossy finish enhances light interaction for greater visibility in varied conditions
Premium Appearance
- Dual-layer construction signals quality craftsmanship and attention to detail
- Sharp edges plus glossy dome deliver sophisticated aesthetic favoured by enthusiasts
- Distinctive appearance that stands out from standard or single-layer premium plates
Functional and Practical Benefits
Potential Durability Enhancement
- Layered construction may distribute impact energy more effectively than single-material designs
- Gel overlay provides additional protection for acrylic edges against minor abrasion
- Redundant material properties may extend service life in demanding conditions
Maintained Compliance
- When manufactured correctly, dual-layer plates satisfy all UK regulatory requirements
- Clear gel preserves substrate reflectivity and ANPR compatibility
- Required markings remain visible and legible despite raised character elements
Value Considerations
Long-Term Investment
- Premium construction may reduce frequency of replacement due to damage or deterioration
- Compliance ensures no MOT failures or enforcement penalties related to plate non-compliance
- Documentation and traceability provide confidence in product authenticity and quality
Resale and Presentation
- Premium plates may enhance vehicle presentation for sale or display purposes
- Compliance documentation supports buyer confidence in vehicle legality
- Distinctive appearance may appeal to enthusiasts seeking unique vehicle characteristics
Maintenance and Care for Layered Plates
Proper care ensures dual-layer plates maintain their appearance and compliance for years.
Routine Cleaning
Recommended Method
- Use mild car shampoo or soap diluted in warm water
- Apply with soft microfiber cloth or sponge, gently wiping character surfaces and substrate
- Rinse thoroughly with clean water to remove soap residue
- Dry with clean, soft microfiber towel to prevent water spots
What to Avoid
- Abrasive cleaners, scouring pads, or stiff brushes that could scratch gel surface
- Solvent-based cleaners (acetone, thinners, strong degreasers) that could damage gel or acrylic
- High-pressure washers directed at close range at character edges or gel surface
- Automatic car wash brushes that may catch on raised elements
Protecting the Gel Overlay
UV Exposure Management
While UV-cured gel includes stabilisers, prolonged direct sunlight can gradually affect gloss over many years. Parking in shade when possible helps preserve appearance.
Temperature Considerations
Materials are formulated for UK climate conditions. However, extreme temperature fluctuations (e.g., very hot car washes followed by cold water) should be avoided to minimise stress on material bonds.
Impact Protection
While dual-layer construction offers good impact resistance, avoid:
- Scraping plates against walls or obstacles
- Using plates as handles or leverage points
- Allowing gravel or debris to strike plates at high speed
Inspection and Early Issue Detection
Regular Checks
Periodically inspect your plates for:
- Gel lifting, cracking, or cloudiness indicating adhesion or curing issues
- Acrylic edges chipped to the point of character distortion
- Fading, yellowing, or deterioration of materials
- Damage to reflective substrate between characters
- Legibility of BS AU 145e:2018 marking and supplier details
When to Seek Replacement
Contact a DVLA-registered supplier if you notice:
- Gel delamination or significant cracking affecting character appearance
- Acrylic edges damaged to the point of font distortion
- Reflectivity visibly reduced or substrate damaged
- Markings worn away or illegible
- Any damage that could affect ANPR readability or MOT compliance
Frequently Asked Questions
Yes, layered number plates are fully legal in the UK when manufactured to comply with the Road Vehicles (Display of Registration Marks) Regulations 2001 and British Standard BS AU 145e:2018. The dual-layer construction itself does not affect legality; compliance depends on maintaining correct Charles Wright font dimensions, proper character spacing, unobstructed retroreflective substrate, and clear markings including the supplier's RNPS ID. At our Ilford workshop (RNPS 73132), we manufacture dual-layer plates using certified materials and documented processes to ensure full regulatory compliance. BS AU 145e Explained →
The terms "4D", "5D" and "dual-layer" often describe similar premium plate constructions, causing market confusion. True dual-layer plates feature a 3mm laser-cut acrylic base bonded to a BS AU 145e:2018 reflective substrate, topped with a 2mm UV-cured gel overlay, creating 5mm total character depth. Some suppliers market this specification as "4D 5mm" or "5D". When evaluating plates, focus on confirmed specifications - acrylic thickness, gel overlay clarity, certified substrate, and correct font - rather than marketing terminology. 5D Number Plates Explained →
ANPR systems rely on near-infrared (NIR) light reflecting from the plate's substrate. Compliant dual-layer plates use optically clear acrylic and UV-cured gel that transmit NIR wavelengths unimpeded, allowing the BS AU 145e:2018 certified reflective substrate to function correctly. The sharp edges of laser-cut acrylic also enhance character definition for camera recognition. At our Ilford workshop, we validate ANPR readability on sample plates from each production batch using simulation equipment, ensuring consistent performance. Are 5D Number Plates Legal →
Yes, compliant dual-layer number plates pass MOT inspection. Testers assess reflectivity, character formation, spacing, condition, and required markings - all of which properly manufactured layered plates satisfy. Key compliance factors include using BS AU 145e:2018 certified substrate, maintaining Charles Wright font specifications, ensuring gel clarity does not reduce reflectivity, and displaying permanent supplier markings with RNPS ID. We manufacture each plate at our Ilford workshop with full traceability and quality control to meet these standards.
This guide references the following official and verified sources:
Road Vehicles (Display of Registration Marks) Regulations 2001
legislation.gov.ukBritish Standards Institution: BS AU 145e:2018
knowledge.bsigroup.comMOT Inspection Manual
gov.ukManufacturer technical specifications for PMMA acrylic and UV-cured polyurethane resin materials
Industry standards for optical properties and material testing methods